中頻感應加熱設備在電機熱裝工藝中的應用:精準控溫實現(xiàn)無應力裝配
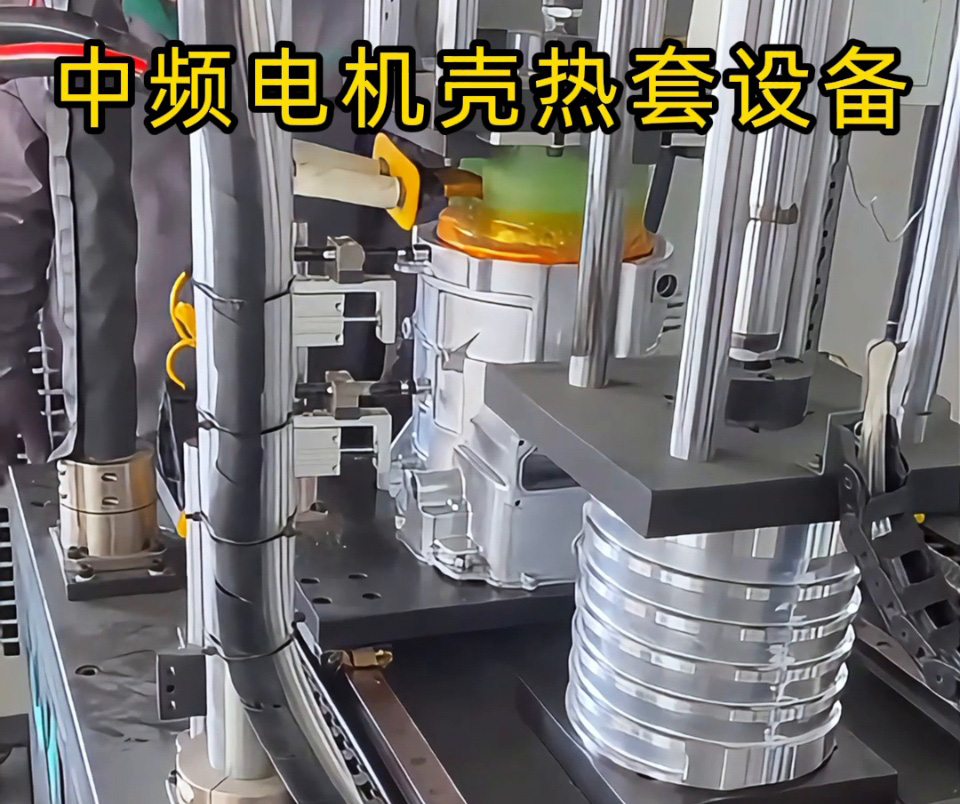
在電機制造領域,熱裝工藝是實現(xiàn)過盈配合零件高效裝配的關鍵技術。通過中頻感應加熱設備對電機殼(包容件)進行精準加熱,使其按需膨脹后套裝定子(被包容件),可顯著提升裝配精度與效率,避免傳統(tǒng)加熱方式的應力損傷與能耗浪費。
無應力裝配(圖1)")
一、熱裝工藝原理與中頻加熱優(yōu)勢
1. 熱裝工藝核心邏輯
過盈配合的電機殼與定子裝配時,需通過加熱電機殼使其內徑膨脹量超過過盈量(如 0.05-0.2mm),此時定子可輕松裝入,冷卻后兩者形成緊密配合。傳統(tǒng)加熱方式(如烘箱、火焰)存在溫度不均、膨脹量難控等問題,而中頻感應加熱憑借電磁感應生熱特性,可實現(xiàn):
- 局部快速加熱:磁場集中作用于電機殼周向,5-15 分鐘內升溫至目標溫度(常規(guī) 180℃、新能源電機 130-150℃);
- 膨脹量精準控制:通過溫度 - 膨脹量線性模型(如鑄鐵殼加熱至 180℃時,內徑膨脹率約 0.02%),誤差≤±0.02mm;
- 無接觸式加熱:避免火焰直接烘烤導致的殼體表面氧化或變形。
2. 中頻頻率的適配性
中頻感應加熱設備通常采用 1-10kHz 頻率,兼顧加熱深度與效率:
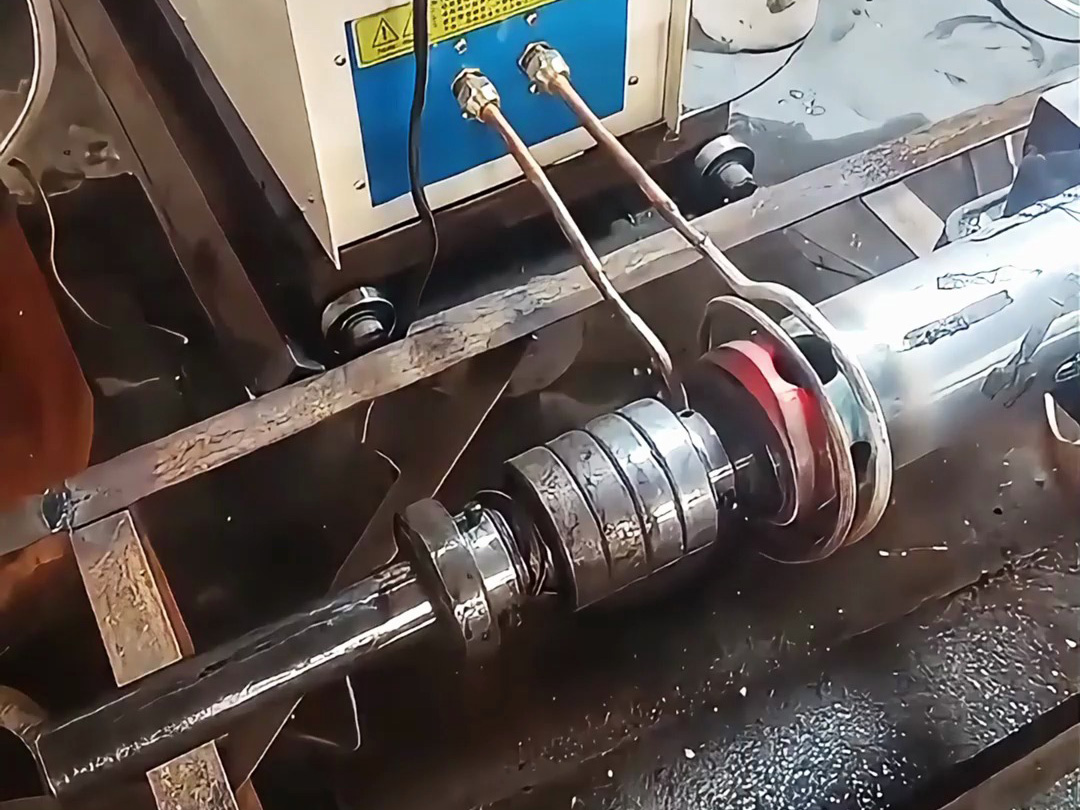
- 常規(guī)電機殼(壁厚 5-10mm):選用 2-5kHz,渦流滲透深度 2-4mm,確保殼體外表面與內孔同步均勻膨脹;
- 新能源電機殼(薄壁化,壁厚 3-5mm):采用 5-10kHz,集中熱量于表層,避免過度加熱影響內部結構。
無應力裝配(圖2)")
二、工藝參數與典型應用
1. 加熱溫度與時間設定
電機類型 | 目標溫度 | 加熱時間 | 過盈量 | 裝配方式 |
工業(yè)電機(鑄鐵殼) | 160-180℃ | 8-12 分鐘 | 0.08-0.15mm | 垂直吊裝套裝 |
新能源電機(鋁殼) | 130-150℃ | 5-8 分鐘 | 0.05-0.10mm | 機械手自動對位裝配 |
2. 感應線圈設計要點
- 常規(guī)電機殼線圈:采用立式環(huán)繞線圈,高度匹配殼體軸向長度,磁場均勻覆蓋內孔全周;
- 新能源電機殼線圈:針對異形結構(如帶散熱筋的鋁殼),設計分段式柔性線圈,確保筋部與基體同步加熱,溫差≤5℃。
3. 膨脹量實時監(jiān)測
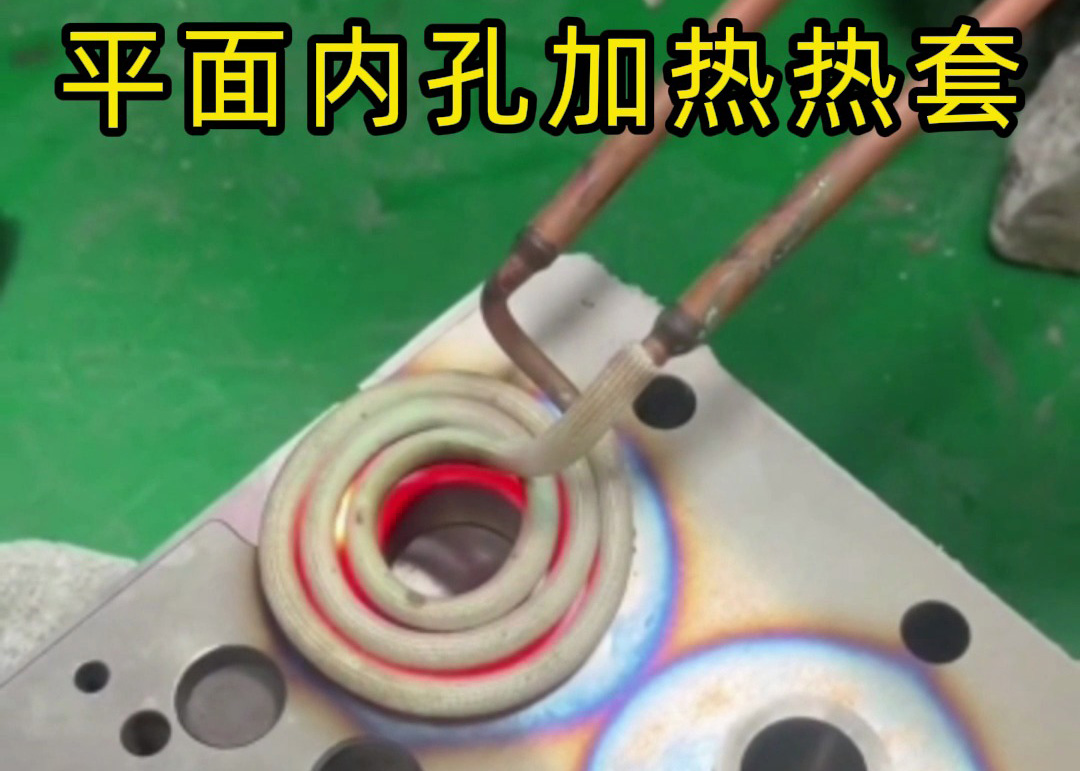
通過激光測距儀動態(tài)監(jiān)測電機殼內徑變化,當膨脹量達到目標值(如 0.12mm)時,設備自動斷電并發(fā)出裝配信號。某新能源汽車電機廠數據顯示,采用該技術后,定子套裝成功率從傳統(tǒng)工藝的 89% 提升至 99.5%,單次裝配耗時從 20 分鐘縮短至 3 分鐘。
無應力裝配(圖3)")
三、對比傳統(tǒng)加熱方式的核心突破
維度 | 中頻感應加熱 | 烘箱加熱 | 火焰加熱 |
溫度均勻性 | 周向溫差≤3℃ | 溫差 10-15℃ | 局部過熱風險高 |
能耗 | 能量利用率 85% | 利用率 50-60% | 利用率 30-40% |
裝配應力 | 無應力裝配 | 殼體冷卻后應力集中 | 高溫氧化導致應力不均 |
自動化適配 | 可對接 PLC 與機械手 | 人工搬運易燙傷 | 需持證人員操作 |
四、工藝延伸與未來趨勢
1. 復合加熱工藝
對于超厚壁電機殼(如礦山電機,壁厚>20mm),可采用 “中頻預熱 + 工頻保溫” 組合模式:
- 中頻快速升溫至 100℃(耗時 15 分鐘),工頻持續(xù)加熱至 180℃(耗時 20 分鐘),確保內外壁溫度一致。
2. 智能化升級
集成工業(yè)物聯(lián)網(IIoT)技術,實現(xiàn):
- 遠程監(jiān)控:通過云端平臺實時查看多臺設備的溫度曲線、膨脹數據;
- 工藝自優(yōu)化:AI 算法根據歷史數據自動調整加熱功率與時間,適配不同批次殼體材料差異。
3. 綠色制造適配
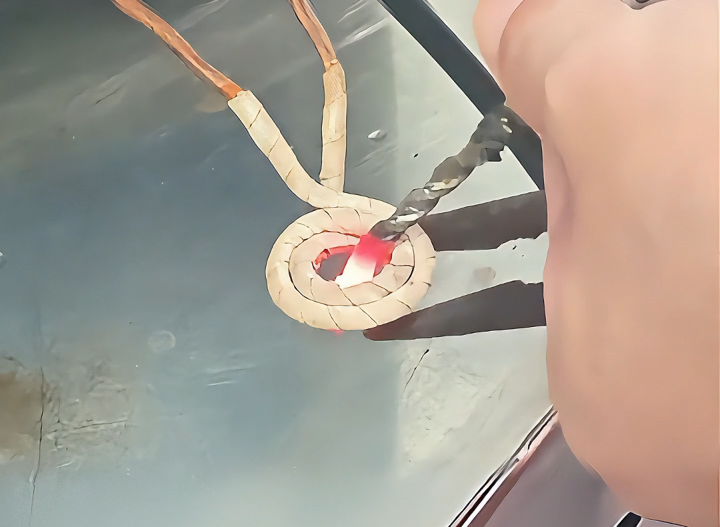
中頻感應加熱無廢氣排放,較火焰加熱減少 CO?排放 70% 以上。某電機企業(yè)引入 10 臺中頻設備后,年節(jié)能約 50 萬度電,等效減少碳排放 400 噸,滿足歐盟 CE 綠色制造認證要求。
無應力裝配(圖4)")
五、操作要點與安全規(guī)范
- 溫度校準:每周用標準熱電偶校準設備測溫精度(誤差≤±2℃);
- 線圈維護:定期清理線圈表面氧化皮,避免因接觸不良導致局部過熱;
- 防護措施:配備防燙手套與紅外熱像儀,禁止在加熱過程中觸碰殼體。
中頻感應加熱設備以 “精準控溫、高效節(jié)能、綠色安全” 的特性,成為電機熱裝工藝的主流選擇。其不僅提升了裝配質量與效率,更推動了電機制造向智能化、柔性化方向升級,為工業(yè)電機與新能源汽車電機的規(guī)模化生產提供了核心技術支撐。隨著材料工藝的革新,中頻加熱將進一步拓展至更高精度、更復雜結構的熱裝場景,持續(xù)賦能先進制造。
|