長軸類零件(如齒輪軸、傳動軸、軋輥軸)在機械傳動中需同時承受扭矩、彎曲應(yīng)力及摩擦磨損,其表面需具備高硬度(HRC55-62)以抵抗磨損,芯部需保持良好韌性(沖擊韌性≥25J/cm2)以避免斷裂。中頻淬火憑借 “電磁感應(yīng)加熱 + 快速冷卻” 的特性,在長軸表面形成均勻淬硬層,成為平衡 “表面耐磨與芯部強韌” 的關(guān)鍵工藝。
")
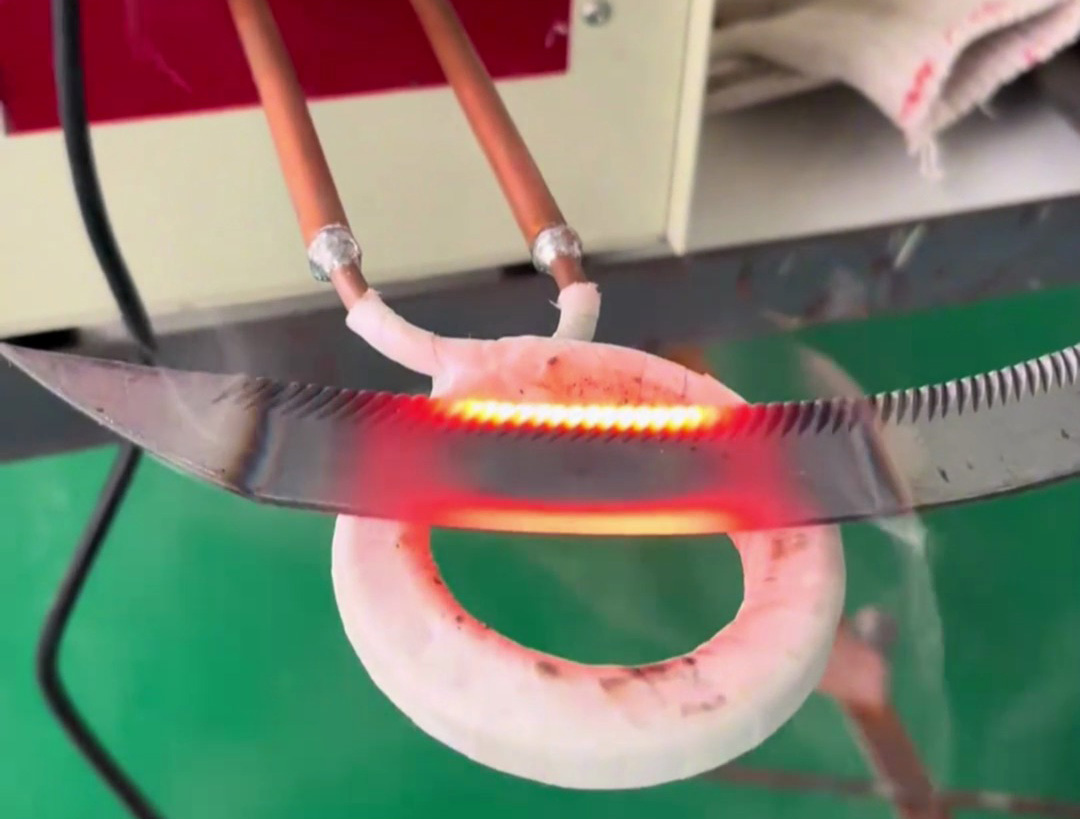
中頻淬火(頻率 1-10kHz)利用電磁感應(yīng)的 “趨膚效應(yīng)”,實現(xiàn)長軸表面與芯部的差異化處理:
- 交變磁場生熱:長軸置于中頻感應(yīng)線圈內(nèi),交變電流產(chǎn)生的磁場使長軸表面感應(yīng)出渦流,熱量集中在表層(0.5-3mm 深度),30-120 秒內(nèi)即可加熱至奧氏體化溫度(中碳鋼 830-860℃);
- 快速冷卻硬化:表層達到臨界溫度后,通過噴水或浸油快速冷卻(冷卻速度>200℃/s),使奧氏體轉(zhuǎn)變?yōu)楦哂捕锐R氏體組織,形成淬硬層;
- 芯部性能保留:中頻加熱時間短,熱量僅傳導至表層,芯部溫度未達相變點(≤700℃),仍保持原始鐵素體 + 珠光體組織,保留良好塑性與韌性(抗拉強度≥600MPa)。
這種 “表硬芯韌” 的梯度結(jié)構(gòu),讓長軸在高負荷運轉(zhuǎn)時,既能通過表面淬硬層抵抗齒面磨損、軸頸摩擦,又能通過芯部韌性緩沖沖擊載荷,降低斷裂風險。
")
長軸(長度通常 1-5m,直徑 50-300mm)的細長結(jié)構(gòu)易導致加熱不均,需通過工藝優(yōu)化確保淬硬層質(zhì)量:
- 線圈設(shè)計:采用環(huán)形或矩形多匝線圈,線圈長度略長于長軸待淬火區(qū)域(如齒輪軸的齒部、傳動軸的軸頸),線圈與軸表面間隙保持 5-10mm(確保磁場均勻覆蓋);
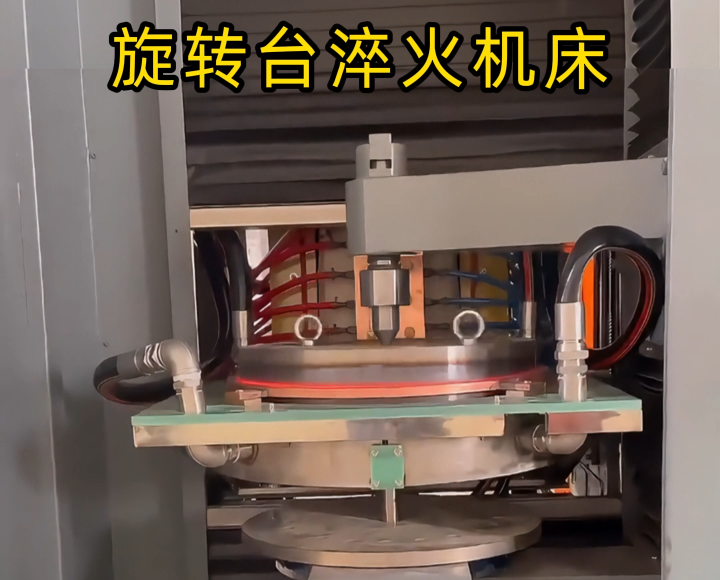
- 移動加熱模式:對全長需淬火的長軸(如軋輥軸),采用 “線圈固定、軸旋轉(zhuǎn)移動” 或 “軸固定、線圈移動” 的方式,加熱速度與移動速度匹配(通常 5-15mm/s),確保每段區(qū)域加熱時間一致(避免兩端過燒、中間欠熱);
- 分區(qū)加熱控制:對階梯軸(不同直徑段),通過線圈功率分段調(diào)節(jié)(粗徑段功率高、細徑段功率低),保證各段淬硬層深度均勻(偏差≤0.2mm)。
- 溫度精準度:通過紅外測溫儀實時監(jiān)測長軸表面溫度(精度 ±10℃),中頻電源自動調(diào)節(jié)輸出功率(10-100kW),避免局部超溫(晶粒粗大導致脆化)或欠溫(硬度不足);
- 淬硬層參數(shù):根據(jù)工況需求設(shè)定深度 —— 齒輪軸齒面淬硬層 0.8-1.5mm(抵抗齒面接觸疲勞),傳動軸軸頸 1.5-3mm(承受摩擦磨損),且淬硬層與芯部過渡區(qū)需平緩(硬度梯度≤5HRC/mm),避免應(yīng)力集中;
- 冷卻系統(tǒng)適配:采用環(huán)形噴水環(huán)(覆蓋軸全周),水壓 0.2-0.5MPa,確保冷卻均勻(避免因冷卻不均導致的軸彎曲,直線度誤差≤0.1mm/m)。
中頻淬火對不同材質(zhì)、不同工況的長軸均有良好適配性:
")
| 對比項 | 長軸中頻淬火 | 整體淬火 | 火焰淬火 |
|---|
| 淬硬層精度 | 深度偏差≤0.2mm,均勻性好 | 全截面硬化,無梯度結(jié)構(gòu) | 深度偏差 ±0.5mm,易過燒 |
| 熱變形 | 彎曲≤0.1mm/m,無需校直 | 變形量大(≥0.5mm/m) | 局部過熱導致變形≥0.3mm/m |
| 效率 | 單根 5m 長軸淬火≤30 分鐘 | 需整體加熱,耗時≥2 小時 | 單根需 60-90 分鐘,效率低 |
| 能耗 | 電能利用率 60%-70% | 爐體散熱大,利用率≤40% | 燃料利用率≤30%,能耗高 |
長軸中頻淬火通過精準的表面強化,解決了傳統(tǒng)工藝中 “要么表面耐磨但芯部脆斷,要么芯部強韌但表面易磨損” 的矛盾。在汽車、機床、冶金等領(lǐng)域,經(jīng)中頻淬火的長軸零件:
- 接觸疲勞壽命提升 2-3 倍(如齒輪軸斷齒率下降 80%);
- 表面耐磨性提升 3-5 倍(如傳動軸軸頸磨損量減少 70%);
- 綜合服役壽命延長至傳統(tǒng)熱處理零件的 1.5-2 倍,顯著降低設(shè)備維護成本。
這種工藝不僅是長軸類零件性能升級的技術(shù)選擇,更是高負荷機械裝備可靠性的重要保障,成為現(xiàn)代機械制造中不可或缺的表面處理方案。
|