后臺有粉絲疑問:“直徑僅 0.6mm 的鋼絲,比頭發(fā)絲粗不了多少,用感應加熱退火會不會一加熱就斷?還能保證不氧化、受熱均勻嗎?” 答案是不僅能,超高頻感應加熱還是當前超細鋼絲在線退火的優(yōu)選方案!它憑借 “毫秒級精準控溫、微米級局部加熱、無接觸式熔接” 的特性,完美解決超細鋼絲退火 “易斷裂、易氧化、難均勻” 的行業(yè)痛點,實現(xiàn)高效、高質(zhì)量的在線熱處理。
")
φ0.6mm 超細鋼絲(常見于精密彈簧、電子引線、醫(yī)療器械線材)的退火需求極為嚴苛:一是不能斷,鋼絲抗拉強度極低(約 300MPa),加熱不均或張力控制不當易拉斷;二是不氧化,表面若生成氧化皮(厚度超 0.005mm),會影響后續(xù)電鍍或拉絲工序,增加打磨成本;三是要均勻,退火后鋼絲的硬度偏差需≤±1HRC,否則會導致后續(xù)成型(如繞彈簧)時受力不均、易變形。
傳統(tǒng)退火方式(如管式爐退火、鹽浴退火)面對這些難點完全 “力不從心”:
")
超高頻感應加熱(頻率 100-800kHz)針對超細鋼絲的特性,從加熱原理、設備設計、工藝控制三方面創(chuàng)新,打造專屬退火方案:
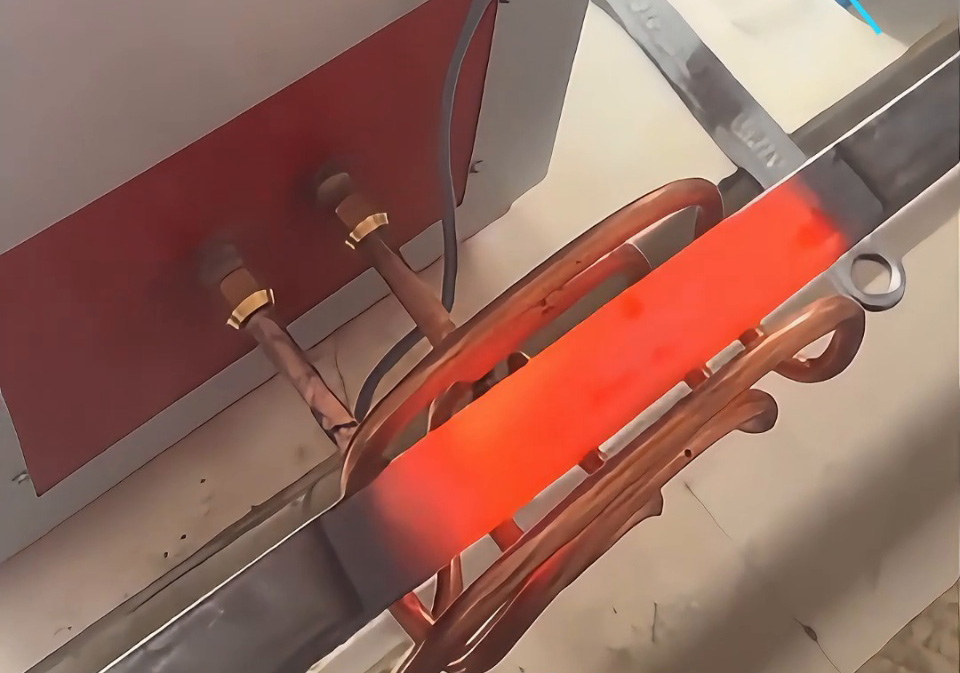
超高頻加熱機采用 “環(huán)形微型感應線圈”(內(nèi)徑僅 0.8mm,比鋼絲直徑大 0.2mm),鋼絲從線圈中心穿過時,無需任何接觸,僅通過高頻磁場實現(xiàn) “內(nèi)部生熱”—— 這種無接觸加熱方式,避免了傳統(tǒng)退火中 “鋼絲與爐管 / 鹽浴摩擦導致的張力不均”,從根源減少斷裂風險。
同時,超高頻的 “集膚效應” 讓熱量集中在鋼絲表層(硬化層深度≤0.05mm),芯部溫度僅比表層低 5-10℃,不會因 “芯部未熱、表層過軟” 導致鋼絲在牽引過程中變形或拉斷。某精密線材廠測試顯示:用超高頻在線退火 φ0.6mm 鋼絲,斷裂率從傳統(tǒng)鹽浴的 15% 降至 0.3% 以下,幾乎無廢品。
φ0.6mm 鋼絲的熱容量極小(僅為 φ5mm 鋼絲的 1/70),溫度波動超過 ±5℃就會導致退火不均。超高頻加熱機配備 “紅外測溫儀 + PLC 閉環(huán)控制系統(tǒng)”,能實現(xiàn)毫秒級(0.1 秒)溫度響應:
- 紅外測溫儀實時監(jiān)測鋼絲表面溫度(精度 ±2℃),一旦偏離目標退火溫度(如低碳鋼鋼絲需 650-680℃),PLC 系統(tǒng)立即調(diào)整高頻輸出功率,確保溫度穩(wěn)定;
- 配合鋼絲的在線牽引速度(可調(diào)節(jié)至 5-10m/min),精準控制鋼絲在感應線圈內(nèi)的加熱時間(約 0.5 秒),既保證退火充分,又不會因加熱過長導致軟化過度。
實際檢測顯示:退火后的 φ0.6mm 鋼絲,任意 10 段的硬度偏差≤±0.8HRC,直線度誤差≤0.1mm/m,完全滿足精密彈簧的成型要求。
超細鋼絲的表面積與體積比極大,高溫下極易與空氣反應生成氧化皮。超高頻在線退火系統(tǒng)配套 “微型氣封裝置”—— 在感應線圈出口處設置環(huán)形氣嘴,持續(xù)通入氬氣或氮氣(流量可調(diào)節(jié)至 5-10L/min),在鋼絲表面形成 “保護氣膜”,隔絕空氣接觸。
測試數(shù)據(jù)表明:經(jīng)惰性氣體保護的超高頻退火鋼絲,表面氧化皮厚度≤0.003mm,用酒精擦拭后無任何發(fā)黑痕跡,可直接進入后續(xù)電鍍工序,省去傳統(tǒng)退火后的酸洗、打磨環(huán)節(jié),每公里鋼絲節(jié)省加工成本約 200 元,同時避免了酸洗廢水的環(huán)保處理問題。
")
對鋼絲生產(chǎn)企業(yè)來說,超高頻感應加熱不僅解決了 “質(zhì)量痛點”,更能適配 “在線連續(xù)生產(chǎn)” 的需求,這也是它成為優(yōu)選方案的核心原因:
")
對需要處理 φ0.6mm 這類超細鋼絲的企業(yè)來說,超高頻感應加熱機的 “無接觸加熱、毫秒級控溫、無氧化保護” 特性,不僅解決了傳統(tǒng)退火 “易斷、易氧化、不均” 的難題,更能實現(xiàn)工業(yè)化在線生產(chǎn),兼顧質(zhì)量與效率。無論是精密彈簧、電子引線,還是醫(yī)療器械用超細鋼絲,超高頻在線退火都能提供穩(wěn)定、可靠的熱處理方案,讓超細鋼絲的 “精細化加工” 不再是難題。
|